

| Место происхождения: | Китай |
|---|---|
| Фирменное наименование: | NO |
| Сертификация: | ISO API |
| Номер модели: | Φ50 Φ60 Φ73 Φ83 Φ89 Φ102 Φ114 Φ127 Φ140 Φ168 |
| Количество мин заказа: | 1PC |
| Цена: | Negotiation |
| Упаковывая детали: | Случай стального экспорта рамки утюга пояса деревянный |
| Время доставки: | через 10-30 рабочих дней после оплаты |
| Поставка способности: | 10000 ПК в месяц |
| Тип переработки: | Самый лучший шпиндель сверлильного станка качества ДЖТ1720/1720М1 дирекционный | Тип: | сверля труба или сверля штанга |
|---|---|---|---|
| Материал: | С135 или г 105 | Название продукта: | бурильная труба |
| преимущество: | Высокая производительность | рынка: | на всем слово |
| Высокий свет: | hdd drill rod,steel drill pipe |
||
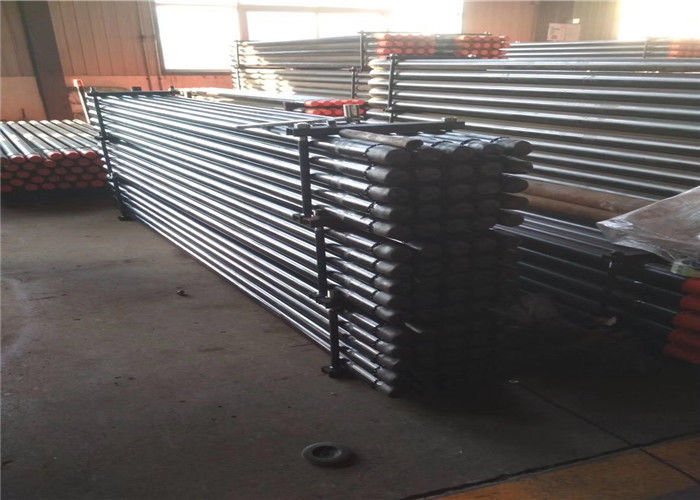
Шпиндель сверлильного станка Хдд бурильной трубы Рег ДТХ АПИ для отверстия взрыва сверля 1000мм - 9000мм
Описание шпинделя сверлильного станка бурильной трубы ДТХ Рег ДТХ АПИ для отверстия взрыва Дриллинг1000мм | 9000мм
Шпиндель сверлильного станка ДТХ сделан из высококачественного материала обнаруженного спектрографом, ударом и тестом напряжения.
С полностью переведенной в цифровую форму технологической линией введенной от Японии с объединенным оборудованием термической обработки
Анти- поток прилипания с обработкой азота на поверхности делает его более легким для регуляции.
Обнаружение металлографии, определение твердости, осмотр маньяфлукс, ультразвуковое обнаружение рванины, растяжимый тест и тест удара обеспечивают качество продукции.
Длина: 1, 000мм | 9, 000мм;
Диаметр: 76мм (3") | 146мм (5-3/4»);
Толщина стены: 5.5мм | 8мм;
Поток соединения: 2 3/8", 2-7/8», 3-1/2», Рег 4 1/2» АПИ. Или АПИ ЕСЛИ поток.
Сырье:
Мы выбираем самые лучшие стальные трубки в рынке для того чтобы изготовить наши штанги и трубы. Выборочная проверка будет проведена после стальных трубок поставленных к компании. Мы убеждаемся что составы и спецификации соответствуют форме отчета о проверке поставщики.
Процесс отверстия потока:
Точность потоков определит влияния пользы и время жизни шпинделя сверлильного станка и кожухов.
Защелки и профильная фреза КНК использованы в отверстии потока обрабатывая для того чтобы уменьшить ошибку сделанную антхропик факторами.
Спецификации шпинделя сверлильного станка бурильной трубы ДТХ Рег ДТХ АПИ для отверстия взрыва Дриллинг1000мм | 9000мм
| диаметр утер | Поток |
Толщина стены мм |
Длина мм |
|
| мм | дюйм | |||
| 76 | 3 | АПИ 2 3/8 РЭГ АПИ 2 7/8 РЭГ РЭГ АПИ 3 1/2 РЭГ АПИ 4 1/2 АПИ 2 3/8 ЕСЛИ АПИ 2 7/8 ЕСЛИ АПИ 3 1/2 ЕСЛИ АПИ 4 1/2 ЕСЛИ БЭКО 3 1/2» |
4,0 6,3 |
1000-6000 |
| 89 | 3 1/2 | 4,0 6,3 8,8 |
1000-6000 | |
| 102 | 4 | 6,3 8,8 |
1000-6000 | |
| 114 | 4 1/2 | 6,3 12,5 |
1000-9000 | |
| 127 | 5 | 6,3 12,5 19 |
1000-9000 | |
| 133 | 5 1/4 | 6,3 12,5 19 |
1000-9000 | |
| 140 | 5 1/2 | 8,8 12,5 19 |
1000-9000 | |
| Размер | Номинальная масса Лб/фт | Высчитанный тип веса | Толщина стены | |||
| в. | мм | льб/фт | кг/м | в. | мм | |
| 2 3/8 | 60,3 | 6,65 | 6,26 | 9,32 | 0,280 | 7,11 |
| 2 7/8 | 73,0 | 10,4 | 9,72 | 14,48 | 0,362 | 9,19 |
| 3 1/2 | 88,9 | 9,50 | 8,81 | 13,12 | 0,254 | 6,45 |
| 3 1/2 | 88,9 | 13,30 | 12,31 | 18,34 | 0,368 | 9,35 |
| 3 1/2 | 88,9 | 15,50 | 14,63 | 21,79 | 0,449 | 11,40 |
| 3 1/2 | 88,9 | 15,50 | 14,63 | 21,79 | 0,449 | 11,40 |
| 4 | 101,6 | 14,00 | 12,93 | 19,26 | 0,330 | 8,38 |
| 4 1/2 | 114,3 | 13,75 | 12,24 | 18,23 | 0,271 | 6,88 |
| 4 1/2 | 114,3 | 16,60 | 14,98 | 22,31 | 0,337 | 8,56 |
| 4 1/2 | 114,3 | 20,00 | 18,69 | 27,84 | 0,430 | 10,92 |
| 5 | 127,0 | 16,25 | 14,87 | 22,15 | 0,296 | 7,52 |
| 5 | 127,0 | 19,50 | 17,93 | 26,71 | 0,362 | 9,19 |
| 5 | 127,0 | 19,50 | 17,93 | 26,71 | 0,362 | 9,19 |
| 5 | 127,0 | 25,60 | 24,03 | 35,79 | 0,500 | 12,70 |
| 5 | 127,0 | 25,60 | 24,03 | 35,79 | 0,500 | 12,70 |
| 5 1/2 | 139,7 | 21,90 | 19,81 | 29,51 | 0,361 | 9,17 |
| 5 1/2 | 139,7 | 24,70 | 22,54 | 33,57 | 0,415 | 10,54 |
Управление термической обработки:
Термическая обработка значительно улучшит материальную прочность и увеличит жизнь носки потока штаног и кожухов. Мы проводим или тру-стену или термическую обработку обоих концов к телу трубки. После термической обработки, прочность, твердость, прямота и концентричность обработанных трубок будут испытаны в нашей лаборатории.
Дополнительная обработка потока:
Поверхность потоков будет очищена для того чтобы извлечь придерживаемый заусенец после того как потоки будут раскрыты.
Потом, поверхность проступи будет фосфатед для того чтобы улучшить состояния поверхности.