| Место происхождения: | Китай |
|---|---|
| Фирменное наименование: | NO |
| Сертификация: | ISO API |
| Номер модели: | Φ50 Φ60 Φ73 Φ83 Φ89 Φ102 Φ114 Φ127 Φ140 Φ168 |
| Количество мин заказа: | 1PC |
| Цена: | Negotiation |
| Упаковывая детали: | Случай стального экспорта рамки утюга пояса деревянный |
| Время доставки: | через 10-30 рабочих дней после оплаты |
| Поставка способности: | 10000 ПК в месяц |
| Тип машины: | Буровое оборудование | Тип: | сверля труба или сверля штанга |
|---|---|---|---|
| преимущество: | Высокая производительность | рынка: | на всем слово |
| упаковка: | В пачках | Используйте: | Буровая установка |
| Высокий свет: | hdd drill rod,steel drill pipe |
||
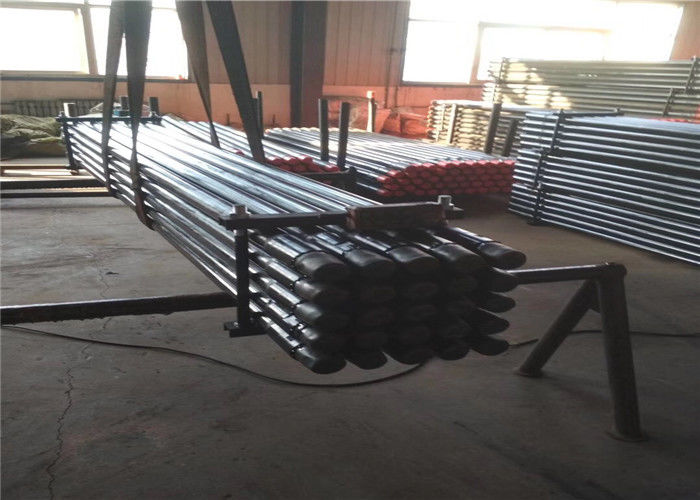
Коррозионная устойчивость бурильной трубы особой чистоты ХДД Хардбандинг для месторождения нефти/водяной скважины
Описание вниз продырявливает сверля шпиндель сверлильного станка ХДД с даже составом и особой чистотой
Каждая из бурильной трубы обработано рихтовать съемки. После обработки рихтовать съемки, поверхность бурильной трубы и поток получают остаточный стресс давления. Этот стресс может улучшить срок службы анти--усталости бурильной трубы. Обработка рихтовать съемки на потоке может помочь продеть нитку составной придерживаться потока. Срок службы потока улучшен.
Тест без разрушения выполнен согласно уровню 2 НДТ стандартному с вихрем сочетания из и ультразвуковому для того чтобы гарантировать материальное качество без любого дефекта.
Поверхность потоков будет очищена для того чтобы извлечь придерживаемый заусенец после того как потоки будут раскрыты.
Потом, поверхность проступи будет фосфатед для того чтобы улучшить состояния поверхности.
ДЛЯ РВА ВИТКХундефинедрег; СВЕРЛО РИГ/МАКХИНЭ
| МОДЕЛЬ СНАРЯЖЕНИЯ | СРЕДНЕЕ ТЕЛО О.Д. (внутри) | СОЕДИНЕНИЕ ИНСТРУМЕНТА (О.Д.) (внутри) | ТОЛЩИНА СТЕНЫ (внутри) |
ВЕС (льбс) |
| ДЖТ520 | 1,125 | 1,750 | 0,179 | 17 |
| ДЖТ820, ДЖТ920 | 1,660 | 2,000 | 0,240 | 29 |
| ДЖТ920Л | 1,600 | 2,000 | 0,240 | 39 |
| ДЖТ1220 | 1,900 | 2,375 | 0,240 | 56 |
| ДЖТ1720, ДЖТ1720В | 2,063 | 2,500 | 0,270 | 59 |
| ДЖТ2020 | 2,063 | 2,625 | 0,270 | 59 |
| ДЖТ2720, ДЖТ2720В | 2,375 | 2,750 | 0,280 | 78 |
| ДЖТ2720М1 | 2,375 | 3,000 | 0,280 | 85 |
| ДЖТ4020 | 2,875 | 3,250 | 0,362 | 175 |
| ДЖТ4020М1 | 2,875 | 3,500 | 0,362 | 185 |
| ДЖТ7020, ДЖТ8020, ДЖТ100 | 3,500 | 4,000 | 0,368 | 238 |
Все штанги жара - обработанная к минимуму 135 000 льб. прочность выхода для окончательного в выносливости на усталость.
| Машина Вермер | Мфг. Метод | Трубка ОД | Инструмент Соединение ОД |
Длина | Вес (льбс.) |
Соединение | Максимальный вращающий момент (ФТ/льбс.) | Радиус загиба (% Слопер В штангу) |
Шкаф |
| Д7С11, Д9С13 | 1-Пк. Выкованный | 1,660 ″ | 1,875 ″ | 6 ′ | 26 | Фирестик 1 #200 | 1 500 | 6,2% | 33/50 |
| Д16С20, Д18С22 | 1-Пк. Выкованный | 1,900 ″ | 2,125 ″ | 10 ′ | 52 | Фирестик 1 #250 | 2 000 | 10,2% | 40 |
| Д20С22, Д24С26, Д23кс30 | 1-Пк. Выкованный | 2,0625 ″ | 2,250 ″ | 10 ′ | 57 | Фирестик 1 #400 | 2 600 | 9,8% | 40 |
| Д24С40, Д23кс30 | 1-Пк. Выкованный | 2,375 ″ | 2,625 ″ | 10 ′ | 77 | Фирестик 1 #600 | 4 000 | 9,3% | 50 |
| Д36С50, Д40кс55 (′ 10 #650 кс) | 1-Пк. Выкованный | 2,375 ″ | 2,750 ″ | 10 ′ | 79 | Фирестик 1 #650 | 5 000 | 9,3% | 50/52 |
| Д36С50 (′ 15 #650 кс) | 1-Пк. Выкованный | 2,375 ″ | 2,750 ″ | 15 ′ | 113 | Фирестик 1 #650 | 5 000 | 13,9% | 40 |
| Д36С50, Д40кс55 (′ #700×10) | 1-Пк. Выкованный | 2,625 ″ | 3,100 ″ | 10 ′ | 117 | Фирестик 1 #700 | 5 000 | 6,9% | 45 |
| Д36С50, Д40кс55 (′ #700×15) | 1-Пк. Выкованный | 2,625 ″ | 3,100 ″ | 15 ′ | 165 | Фирестик 1 #700 | 5 000 | 10,4% | 35 |
| Д50кс100, Д60кс90 | 1-Пк. Выкованный | 2,875 ″ | 3,250 ″ | 15 ′ | 175 | Фирестик 1 #900 | 9 000 | 8,7% | 40 |
| Д80С100, Д50кс100, Д60кс90 | 1-Пк. Выкованный | 3,500 ″ | 3,625 ″ | 15 ′ | 220 | Фирестик 1 #800 | 10 000 | 7,5% | 12/24 |
| Д100С120 | 1-Пк. Выкованный | 3,500 ″ | 4,375 ″ | 20 ′ | 335 | Фирестик 1 #1000 | 15 000 | 10,2% | 9 |
Бурильная труба ХДД инструмент применимый для перенося вращающего момента и напряжения бурильщиков в процессе дирекционной сверля конструкции. Должный к факту что он должна принести кручение, напряжение, гнуть, трение и вибрацию в процессе дирекционной конструкции, требования для обработки процесса очень строги.
![]()
Управление термической обработки:
Термическая обработка значительно улучшит материальную прочность и увеличит жизнь носки потока штаног и кожухов. Мы проводим или тру-стену или термическую обработку обоих концов к телу трубки. После термической обработки, прочность, твердость, прямота и концентричность обработанных трубок будут испытаны в нашей лаборатории.
Процесс отверстия потока:
Точность потоков определит влияния пользы и время жизни шпинделя сверлильного станка и кожухов.
Защелки и профильная фреза КНК использованы в отверстии потока обрабатывая для того чтобы уменьшить ошибку сделанную антхропик факторами.
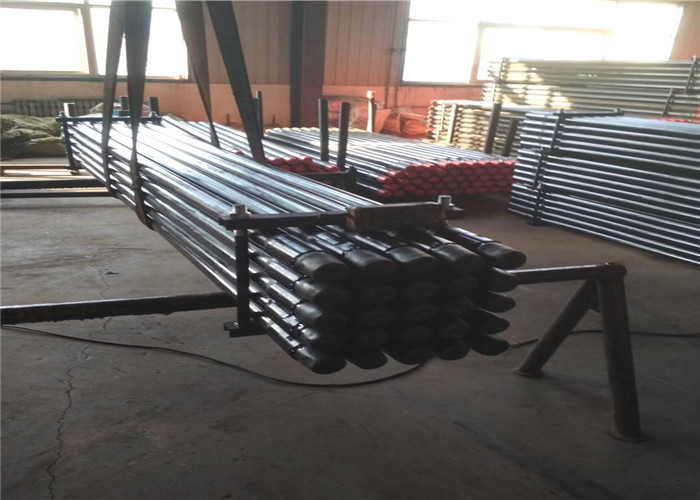
Преимущества продукта:
сильная и дуктильная стальная труба;
твердое качество и любезное обслуживание;
рентабельный;
![]()